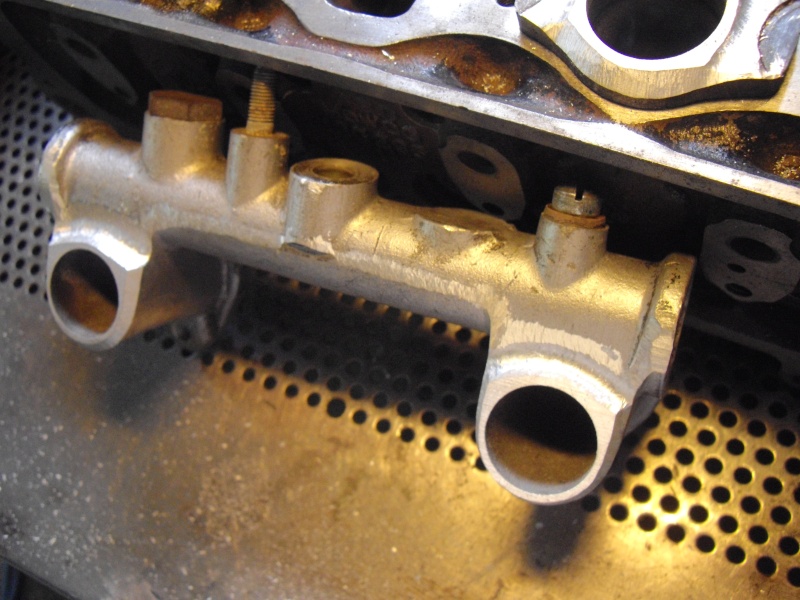
Voici la préparation d'une rampe de HS2 pour le moteur de Séb.
D'abord il s'agissait d'une rampe de MG je pense, dont la pipe et les cuves n'ont pas le bon angle. Pour les cuves ce n’est pas un problème, pour la pipe n'ayant pas trop de modèle pour mini d'avance, je décidais de modifier celle là. L'avantage c'est qu'elle offre un angle dans le conduit plus bas que celle de mini, donc plus en face de l'entrée de culasse. Ça devrait être mieux au niveau du flux gazeux ...
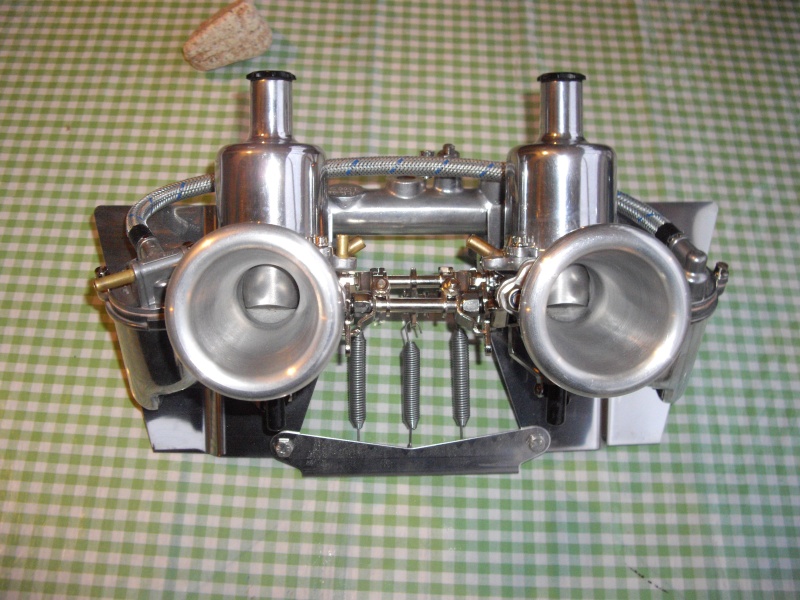
Style de paire de carbu dans son état d'origine.

D'abord il faut couper les brides et les fixer sur la culasse dans les colerettes et en profiter pour taper l'entrée en ajustant le tout.

Une fois coupé il faut ressouder de façon que la bride côté carbu soit à 30°, j'ai équipé mon mig au fil alu et avec ma bouteille d'Argon du Tig inox.
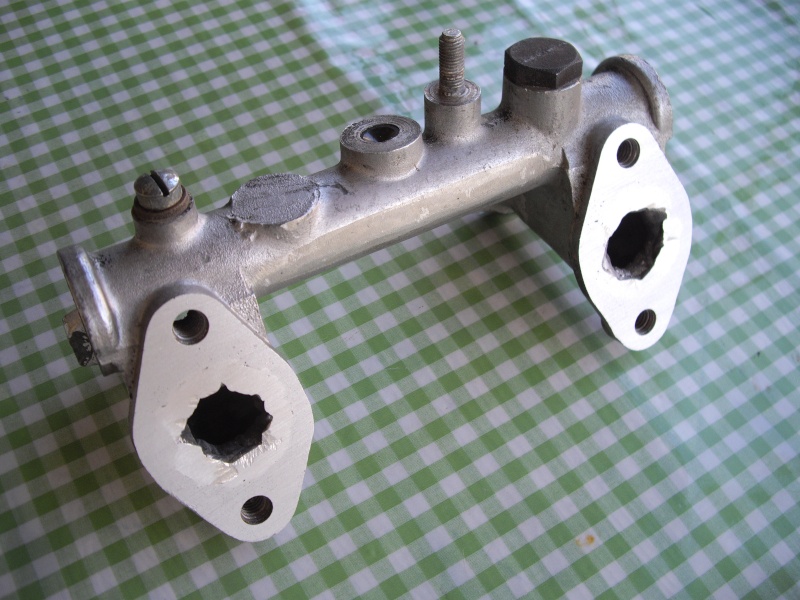
C'est pas aussi bien qu'un Tig Alu mais ça le fait quand même, quand c'est pour faire du cordon à meuler ça va... J'en profite pour boucher l'entrée de la pipe qui est évasée pour le montage de type H4 à bride verticale, de façon à faire concorder au mieux les hs2 et la pipe.

Ensuite vient le travail de meulage finition.




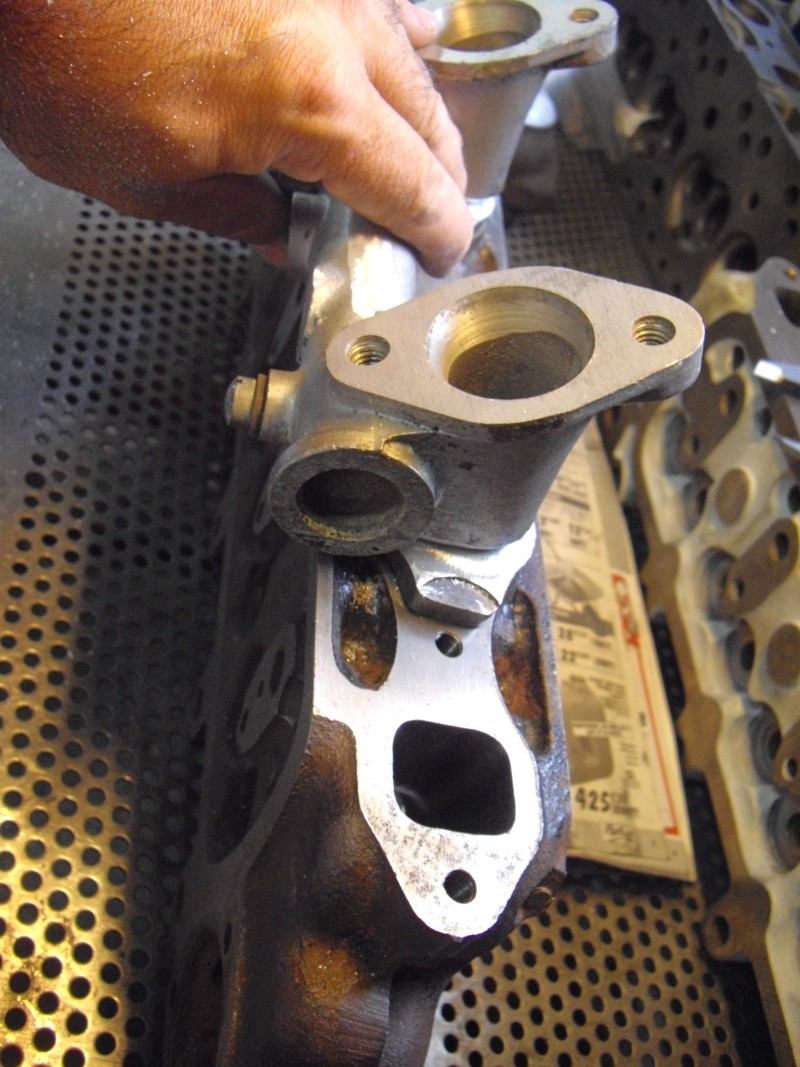
Voilà c'est fait, pour comparer les deux modèles de pipe, avec leur angle identique mais avec le conduit à une hauteur différente.

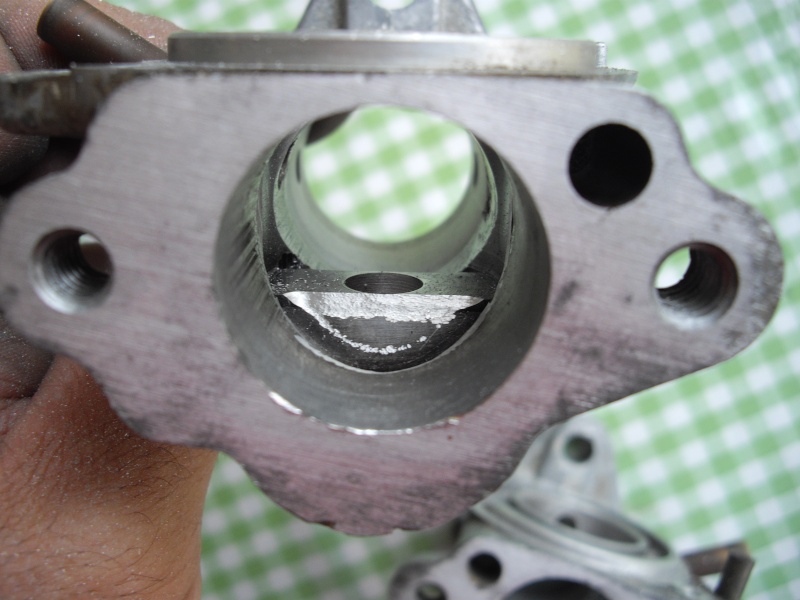
Ensuite, on coupe en deux une des deux cales en bakélite de MG qui sont trop épaisses, et on rectifie sur le marbre en abrasif qui sert aussi pour aligner les brides d'entrée et sortie de la pipe en rectifiant bien à plat, c'est un bon outil ! Et on tape dans les conduits pour harmoniser tout ça de l'entrée à la sortie, en affinant bien la collerette en haut, étant donné que sur la culasse le conduit était meulé bien au bord à cet endroit.


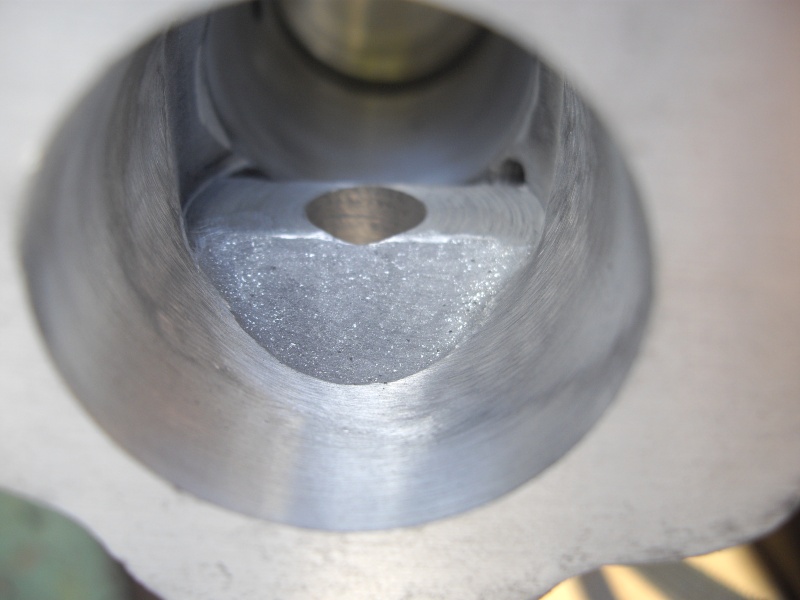
On s'attaque au carbus, avec la partie du corps de carbu à modifier au niveau de la montée devant le puits. La bosse du venturi est atténuée en lui donnant une pente régulière à la pâte spéciale à base de résine époxy et poudre alu.

Préparation du boisseau, avec angle d'attaque et de fuite...

Un petit coup de meule pour les cuves qui partent avec les dashpots chez un pote polisseur.

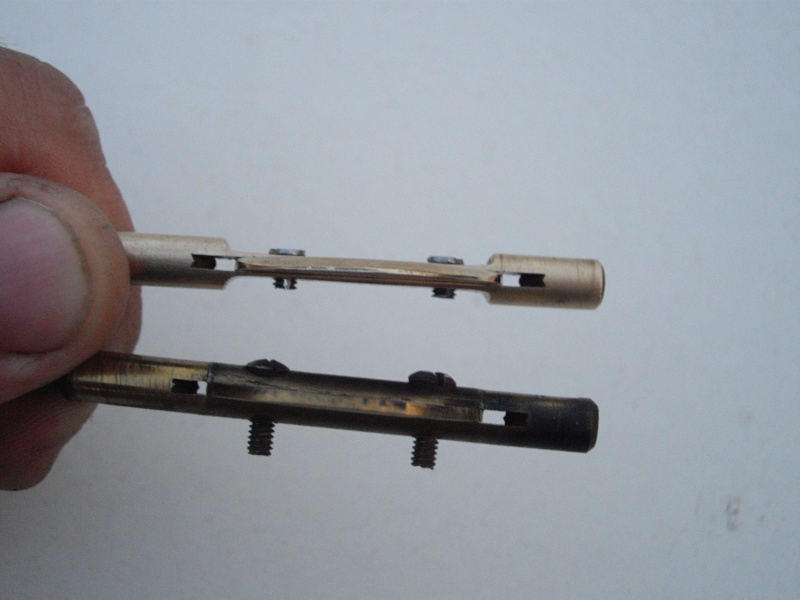
Affinage des axes ainsi que les bords de fuite des papillons ( en respectant le sens de fermeture du papillon qui n'est pas en angle droit sur les extrémités retouchées, en retouchant la partie la plus près de l'axe ) et diminution des vis ( très petites

pour mes grosses patounes ) avec coupe en bout pour écarter, mais une goutte de loctite assurera le serrage.
La diminution de l'axe et du bord d'attaque du papillon est significative pour le flux gazeux surtout sur des carbus dont le passage n'est pas très grand comme les hs2. Elle représente + 15 % de passage de gaz en plus, et surtout une plus fine perturbation par rapport au barreau d'origine avec les bords saillants du papillon... Cela méritera un passage au flow bench


Préparation avant de partir au nettoyage par billes, avec protection adéquate des orifices, en ayant fait un petit sablage préalable.

Toute la timonerie dans le désordre

Le panier est prêt pour le nettoyage, le polissage main et le traitement nickel de la timonerie.


De retour du nettoyage-polissage , mieux que neuf, on se voit dedans


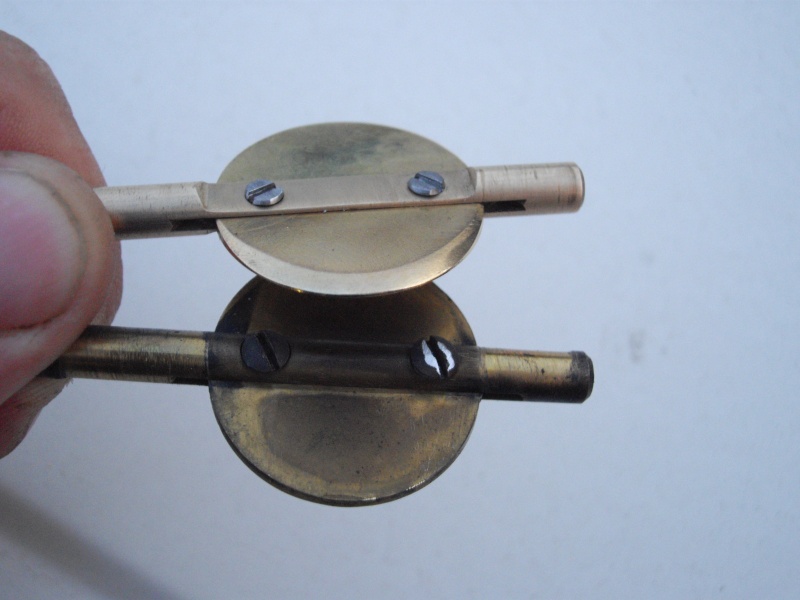
Remontage axe-papillon, en respectant le sens du bord d'attaque du papillon par rapport au sens d'ouverture...


Et on commence à remonter tout ça, bien centrer les puits, les dashs, la timonerie etc...
Déjà ça prends de la gueule, mais il manque encore des pièces pour assembler les cuves, ainsi que la plaque pare chaleur, les cornets.

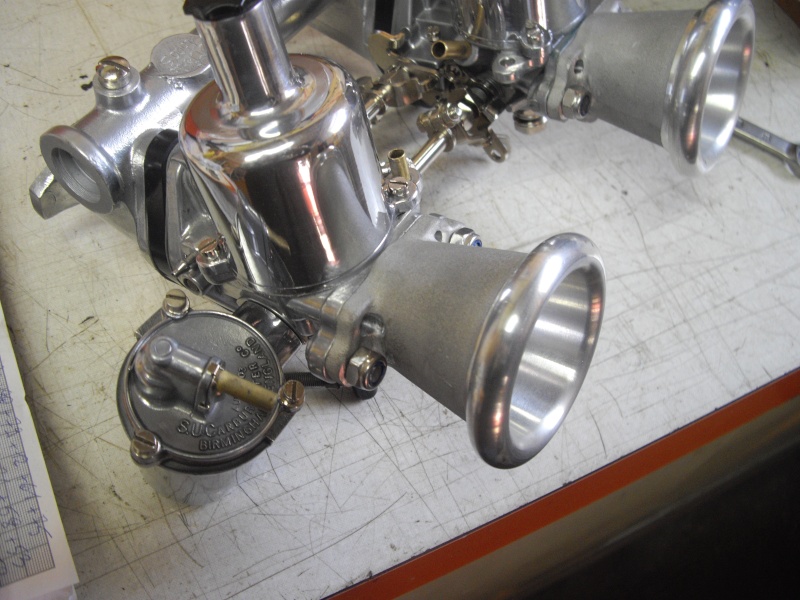
Avec les cornets, de belle facture, on peut ajuster sur le corps des carbus. Ils nécessitent quand même un peu de travail. D'abord supprimer le filet des trous de fixation du cornet en perçant (pourquoi c'est taraudé sur le cornets ?) Ensuite repercer un peu le trou d'aspiration du boisseau un peu plus petit que celui du carbu.
Des tiges filetées inox (métrique), fixées à la loctite sur les carbus retaraudés, le pas est proche du NC alu donc pas de soucis.
Les cornets fixés sont ensuite repris à l'intérieur pour concorder et donner une pente douce avant le venturi du carbu.




Maintenant, finalisation de la rampe de carbu en montant la plaque pare-chaleur inox.


C'est terminé












