Nombre de messages : 6035 Ville : 17 Date d'inscription : 03/08/2005
Sujet: Re: Fonderie et sand casting Dim 11 Avr 2021 - 11:20
Du coup ce matin , motivé ! Dans la nuit, je me suis dit, je vais fabriquer un petit four à la taille des petits creusets pour s'entrainer un peu. Pim pam poum, ce matin c'était réglé !
J'ai fait une montée en température pour faire chauffer un creuset, c'est préconisé de le faire avant fondre quelque chose dedans. ça c'est fait. Cet aprem , je fabrique un outil ( une grosse pince ) pour pouvoir sortir le creuset à chaud et je vais tenter de faire fondre un peu d'alu.
Dernière édition par tom le Lun 12 Avr 2021 - 8:27, édité 1 fois
GTM63 1380
Nombre de messages : 2266 Age : 74 Ville : Saint-Agoulin Date d'inscription : 05/12/2011
Sujet: Re: Fonderie et sand casting Dim 11 Avr 2021 - 12:48
Il faudrait que tu te trouves quelques chutes de Siporex pour gainer l'intérieur de ton four, tu gagnerais en temps de chauffe et surtout en constance de température. C'était les conseils d'un copain fondeur quand j'ai fabriqué le mien il y a quelques années...
tom 1380
Nombre de messages : 6035 Ville : 17 Date d'inscription : 03/08/2005
Sujet: Re: Fonderie et sand casting Dim 11 Avr 2021 - 14:39
GTM63 a écrit:
Il faudrait que tu te trouves quelques chutes de Siporex pour gainer l'intérieur de ton four, tu gagnerais en temps de chauffe et surtout en constance de température. C'était les conseils d'un copain fondeur quand j'ai fabriqué le mien il y a quelques années...
c'est exactement ce que je viens de voir ... trop de dissipation de chaleur.
Je viens de faire un essai et je n'arrive pas à monter assez en température, j'ai mis des copeaux d'alu ( d'usinage ) et je n'arrive pas à les faire fondre, ça les ramoli et en brassant un peu ça devient pâteux ... mais ce n'est pas suffisant, J'ai relevé environ 500°c , ce matin à la sortie du chapeau ... manquerai 150/200°c , que ce serait logique.
J'ai des soucis de richesse aussi , trop d'air dans la combustion, je me suis aperçu qu'en élevant le bidon, avec la gravité ça carburait mieux. J'ai fait un mix huile/essence également ( 50/50 ), c'est pas mal ...
Bref , faut améliorer le truc !
tom 1380
Nombre de messages : 6035 Ville : 17 Date d'inscription : 03/08/2005
Sujet: Re: Fonderie et sand casting Dim 11 Avr 2021 - 15:21
Sinon, vite fait, la pince pour creuset que j'ai faite :
tom 1380
Nombre de messages : 6035 Ville : 17 Date d'inscription : 03/08/2005
Sujet: Re: Fonderie et sand casting Dim 11 Avr 2021 - 16:03
je suis trés mauvais perdant
Mange tes morts, je lui ai mis sa race au bruleur, c'est bon le creuset monte rouge vif, ce que je n'ai pas eu les deux premiers essai, en fait ! c'est un réglage de carbu qu'il fallait en fait, et je suis passé à 60/40 pour huile/essence , c'est mieux !
je vais y arriver !
tom 1380
Nombre de messages : 6035 Ville : 17 Date d'inscription : 03/08/2005
Sujet: Re: Fonderie et sand casting Dim 11 Avr 2021 - 16:44
bah voilà !
Test concluant. mon premier coulage alu ! ( bon c'est moche, mais content quand même ) J'ai pas enlevé la crasse avant de couler du coup elle est tombé avec, il me faudra une cuillère le prochain coup La bulle d'air, je pense que c'est du à l'humidité qui était sur la ferraille.
il y a encore du chemin à faire avant de couler une pièce, c'est déjà un début.
GTM63 1380
Nombre de messages : 2266 Age : 74 Ville : Saint-Agoulin Date d'inscription : 05/12/2011
Sujet: Re: Fonderie et sand casting Dim 11 Avr 2021 - 18:56
Pour enlever les scories sur le métal, une cuillère ancienne en fer ça va très bien et facile à rallonger avant que tes doigts deviennent comestibles D'habitude on en trouve sur les brocantes, mais en ce moment c'est moins facile. Bien ta pince
tom 1380
Nombre de messages : 6035 Ville : 17 Date d'inscription : 03/08/2005
Pour enlever les scories sur le métal, une cuillère ancienne en fer ça va très bien et facile à rallonger avant que tes doigts deviennent comestibles Bien ta pince
Oui, j'ai vu comment les gars faisaient ( aussi bien pour la cuillère que pour la pince ) sur youtube, j'ai visionné pas mal de vidéo sur le sujet, des trucs interressants à voir !
Bugs39150 997
Nombre de messages : 235 Age : 35 Ville : Saint Laurent du Jura Date d'inscription : 26/10/2020
Quand tu fais tes lingots au départ, il faut bien les repérer avec la provenance du métal. Il y a des alliages qui ne sont pas du tout adaptés à la fonte des pièces auto car trop cassants. A éviter les vieux carbus, le métal est adapté au moulage sous pression mais avec une résistance mécanique déplorable. En général les jantes peuvent fournir une matière intéressante, pas chère et avec une résistance mécanique correcte. Si tu peux récupérer un piétement genre appareil de dentiste, là aussi le métal est intéressant, inconvénients: des scories importantes, des inserts et la peinture époxy difficile à éliminer.
tom 1380
Nombre de messages : 6035 Ville : 17 Date d'inscription : 03/08/2005
Quand tu fais tes lingots au départ, il faut bien les repérer avec la provenance du métal. Il y a des alliages qui ne sont pas du tout adaptés à la fonte des pièces auto car trop cassants.
oui , ça j'avais repéré, j'ai fait des caisses pour trier l'alu sans rien mélanger, ce que j'ai sous la mains et qui fond bien , c'est les trompettes alu de suspension de mini ( a force d'installer des kit hi-lo ) Aprés , j'ai des pistons , faudra que je teste.
Mais sinon oui , jantes alu ça va bien !
mini044 970
Nombre de messages : 95 Age : 33 Ville : Saint-Gilles-Croix-de-Vie Date d'inscription : 03/01/2017
Sujet: Re: Fonderie et sand casting Mar 13 Avr 2021 - 8:45
Essaye d'isoler le four, ça devrait être mieux pour les montées en température.
tom 1380
Nombre de messages : 6035 Ville : 17 Date d'inscription : 03/08/2005
Sujet: Re: Fonderie et sand casting Mar 13 Avr 2021 - 8:56
mini044 a écrit:
Essaye d'isoler le four, ça devrait être mieux pour les montées en température.
Oui, c'est prévu, j'ai torché ça dimanche matin avec de la féraille de récup ... mais j'avais pas de matière isolante sous le coude. Je vais commander un peu d'isolant en fibre céramique pour améliorer le rendement.
J'ai prévu de fabriquer un plus gros fourneau en brique ou ciment réfractaire , un truc lourd pour y rentrer un plus gros creuset (de quoi fondre 1 ou 2 kg d'alu en une seule fois)
Dernière édition par tom le Mar 13 Avr 2021 - 9:20, édité 1 fois
mini044 970
Nombre de messages : 95 Age : 33 Ville : Saint-Gilles-Croix-de-Vie Date d'inscription : 03/01/2017
Sujet: Re: Fonderie et sand casting Mar 13 Avr 2021 - 9:09
Citation :
Je vais commander un peu d'isolant en fibre céramique pour améliorer le rendement.
yes, pour info ce qu'on utilise au taf: Superwool Plus en 128kg/m3, ep. 25mm. Pour nos traitements thermiques on met ça à même les résistances. La pièce est à ~600°c, mais les résistances bien plus localement. On en met 2 couches. Par contre ça vole partout, y compris dans les bronches. En général on met un tissus haute température par dessus pour que ça se tienne bien.
tom 1380
Nombre de messages : 6035 Ville : 17 Date d'inscription : 03/08/2005
Sujet: Re: Fonderie et sand casting Mar 13 Avr 2021 - 11:48
Des videos que j'avais trouvé , plutôt sympa et simple à comprendre
Nombre de messages : 2266 Age : 74 Ville : Saint-Agoulin Date d'inscription : 05/12/2011
Sujet: Re: Fonderie et sand casting Mar 13 Avr 2021 - 21:35
Il y a déjà une belle maîtrise de la fonderie d'alu Attention à la laine céramique, certains ont avancé que les fibres seraient encore plus dangereuses que l'amiante. C'est bien pour ça que pour les fours amateurs le béton et les briques réfractaires, le Siporex sont mieux indiqués.
tom 1380
Nombre de messages : 6035 Ville : 17 Date d'inscription : 03/08/2005
Sujet: Re: Fonderie et sand casting Mer 14 Avr 2021 - 8:33
GTM63 a écrit:
Il y a déjà une belle maîtrise de la fonderie d'alu
Ah oui, totalement, moi je demande juste à arriver à en faire autant, ça me suffira !
Citation :
Attention à la laine céramique, certains ont avancé que les fibres seraient encore plus dangereuses que l'amiante. C'est bien pour ça que pour les fours amateurs le béton et les briques réfractaires, le Siporex sont mieux indiqués.
L'amiante c'est top de doute façon !
Du coup, j'ai regardé pour le siporex, certain disent qu'il se dégrade rapidement, après c'est comme tous qu'est ce qu'ils appellent rapidement. Le siporex c'est génial à travailler et léger, sinon.
Bref , je pense que je vais partir sur de la brique réfractaire, c'est pas cher et c'est une valeur sur ! Mais j'en suis pas là !
je vais continuer de tester à petite échelle, c'est facile, quand j'aurais passé toutes les étapes , je passerai à plus gros !
alexis1300s 1380
Nombre de messages : 5799 Age : 53 Ville : Mereville 91 Date d'inscription : 08/05/2007
Sujet: Re: Fonderie et sand casting Mer 14 Avr 2021 - 10:25
Tu peux aussi faire une épaisseur de brique puis une couche d’amiante ou de céramique et une autre couche de ciporex comme ça tout le monde est content
Basilic 1275
Nombre de messages : 1987 Age : 42 Ville : Troyes Date d'inscription : 05/08/2005
Sujet: Re: Fonderie et sand casting Jeu 15 Avr 2021 - 6:57
Du ciment réfractaire avec de la vermiculite.
Juste pour ajouté encore une couche
tom 1380
Nombre de messages : 6035 Ville : 17 Date d'inscription : 03/08/2005
Sujet: Re: Fonderie et sand casting Ven 16 Avr 2021 - 18:40
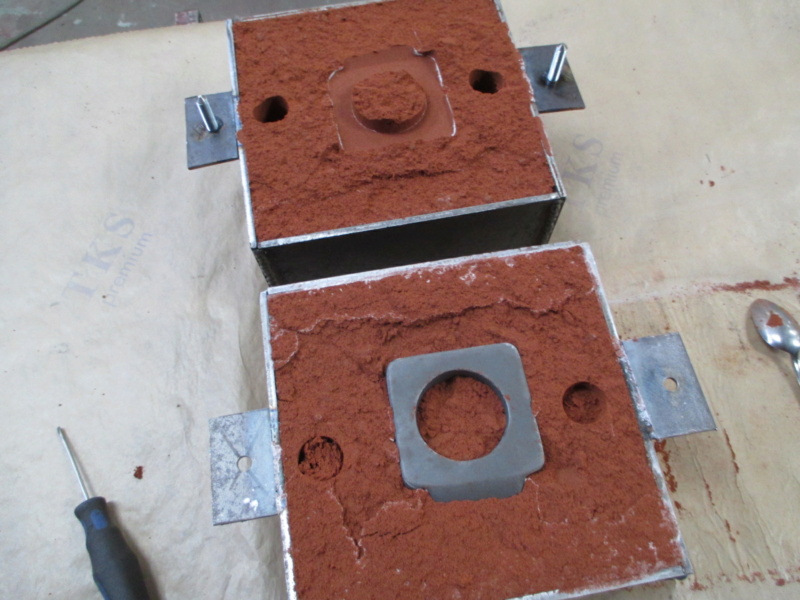
Ce soir, test de réalisation d'un moulage au sable vert (qui est rouge), c'était plutôt pas trop mal parti et ça a foiré totalement, en cause la sable est ( beaucoup ) trop humide. Comme c'est la première fois, je ne savais pas trop, donc j'ai tenté histoire de voir comment ce se passe, ça fait un bon exercisse pour s'entrainer même si c'est loupé ! Le soucis , c'est que les deux parties du moule se sont collées, lors tu tassage (malgré le talc), et en décollant les deux parties, la moitié de chaque face est resté collé à l'autre. Aprés je n'ai pas choisi non plus la pièce la plus simple pour débuter J'ai réesayer deux fois et j'ai compris que ça n'irait pas.
Ce n'est pas plus mal au final, ça m'a permis de voir que j'avais un soucis d'humidité de sable, et chercher à comprendre un peu mieux l'importance du taux d'humidité. Trop d'humidité , le moule peu exploser lors de la coulée (explosion de vapeur avec du métal en fusion, ultra cool), pas assez et le sable est friable et ne tiens pas.
la bonne technique pour savoir si le sable à le bon taux d'humidité, c'est quand le sable ne colle plus dans la main mais qu'on peut le compresser dans la main et qu'il garde la forme de la main.
Donc il faut que je s'asséche le sable ... combien de temps ça va prendre, je verrai bien, et je réessaierai !
Basilic 1275
Nombre de messages : 1987 Age : 42 Ville : Troyes Date d'inscription : 05/08/2005
Sujet: Re: Fonderie et sand casting Sam 17 Avr 2021 - 12:27
Moi avec tous sa tu m'as donnée envie de m'y remettre, j'ai donc repassé une commande pour finir ma fonderie, mais je pars sur de l’électrique à résistance pour du petit volume, j’avais fait une 1er a gaz, mais j'ai eut des problème de combustion et je taff principalement dans le garage donc se sera moins problématique.
tom 1380
Nombre de messages : 6035 Ville : 17 Date d'inscription : 03/08/2005
Sujet: Re: Fonderie et sand casting Sam 17 Avr 2021 - 18:49
Basilic a écrit:
Moi avec tous sa tu m'as donnée envie de m'y remettre, j'ai donc repassé une commande pour finir ma fonderie, mais je pars sur de l’électrique à résistance pour du petit volume, j’avais fait une 1er a gaz, mais j'ai eut des problème de combustion et je taff principalement dans le garage donc se sera moins problématique.
Bah oui, c'est trop cool le travail de fonderie ... c'est quand même sympa de pouvoir se fabriquer ses propres pièces an aluminium coulé. Ne serait-ce déjà que pour le côté interessant et ludique.
Du coup aujourd'hui, j'ai étalé le sable pour le faire sécher , je l'ai brassé plusieurs fois dans la journée et effectivement ça devient bon. c'est vraiment une question de feeling, il faut ressentir l'humidité avec la main en fait, plus le test de compression/maintien du collage du sable. j'ai retenté de faire un moule de ma pièce, mais encore loupé, c'était mieux, mais j'avais encore environ 30% de la surface qui est restée coller à l'autre moitié. Donc encore trop humide, mais je ne suis plus trés loin de trouver le bon équilibre.
J'en ai profité pour améliorer ma pièce maitresse, j'ai vu que ça n'allait pas également et qu'il fallait améliorer ça. Je l'ai donc coupé en deux pour avoir deux demi-pièces et surtout j'ai modifié la partie corps creux de facon conique ( auparavant, c'était un cylindre) et la ça va super bien , j'ai fait un test dans le tas de sable , ça fait de belles empreintes donc ça devrait sortir un beau moulage. ( enfin, ça , ça reste à voir )
Demain , je retente le moule et si ça fonctionne, je fais fondre de l'alu dans un creuset, voir dans les deux à la fois, les deux rentrent dans le four, à voir avec la quantité d'alu nécessaire et je tente.
charlynsane 1275
Nombre de messages : 1764 Age : 36 Ville : Paris Date d'inscription : 12/12/2016
Sujet: Re: Fonderie et sand casting Sam 17 Avr 2021 - 19:39
c'est un metier, je mec qui m'avait fait mes pédales en alu arrivait a un niveau de finition propre tout de meme
ça donne quoi en resistance mécanique par rapport a un bloc d'alu passé a la CNC ou de fonderie sous pression?
alexis1300s 1380
Nombre de messages : 5799 Age : 53 Ville : Mereville 91 Date d'inscription : 08/05/2007
Sujet: Re: Fonderie et sand casting Sam 17 Avr 2021 - 19:58
Il y a des alus différents selon les épaisseurs et duretés mais il y a aussi des traitements sur certaines pièces à faire à l’issue.
tom 1380
Nombre de messages : 6035 Ville : 17 Date d'inscription : 03/08/2005
Sujet: Re: Fonderie et sand casting Dim 18 Avr 2021 - 11:37
Pas mal pour une première
c'est pas parfait mais satisfaisant. je n'ai pas dégazer l'alu avec le nitral mais j'avais déjà pas mal de chose à assimiler d'un coup, j'ai préférer passer l'étape, mais la pièce est propre et ne sera pas poreuse, c'est pas dégueux et elle sera utilisable ( aprés usinage/surfacage )
Maintenant, il reste à ébavurer la pièce, surfacer les deux plans de joint, faire 4 percages pour la bride, un ou deux percages à fileter pour sonde ou prise de dépression, deux percages pour les injecteurs et un dernier en M6 pour fixer la rampe d'injecteur, tous ça pour mon montage injection 5 ports